Top 5 Tips for Choosing Vision Systems in Manufacturing?
Vision systems play a crucial role in modern manufacturing. These systems enhance quality control, automate inspections, and reduce human error. In a report by MarketsandMarkets, the vision systems market is projected to reach $4.8 billion by 2025. This rapid growth highlights the increasing reliance on automated solutions. As manufacturers strive for efficiency, choosing the right vision systems becomes imperative.
Selecting vision systems involves careful consideration. Factors include system compatibility, processing speed, and image resolution. Many companies face challenges when integrating new technologies. A misstep can lead to costly downtime and operational setbacks. According to a survey by Automation World, 30% of manufacturers reported dissatisfaction with their vision system choices.
Manufacturers must prioritize their criteria. Understanding specific needs can significantly impact the selection process. The ideal vision system should address current challenges and anticipate future demands. Continuous evaluation and adaptation are vital in this evolving landscape. As technology advances, keeping up with innovations is not just an option—it’s a necessity.
Understanding the Role of Vision Systems in Modern Manufacturing Processes
Vision systems have transformed modern manufacturing processes significantly. These systems provide real-time data for quality control and automation. They enhance accuracy in inspections and reduce human error. Utilizing high-resolution cameras, they capture images of products at various stages. This ensures consistency in quality, leading to fewer defects.
Understanding the role of vision systems means recognizing their limitations as well. While they excel at detecting certain flaws, they might miss others. Lighting conditions and varied surfaces can affect performance. Proper calibration is crucial to maintain reliability. Implementing these systems requires ongoing training for staff to maximize their effectiveness.
Incorporating vision systems requires a thoughtful approach. Assessing needs and understanding the operational environment is essential. Balancing technology integration with workforce capabilities can be challenging. However, this integration drives efficiency and future-proofing for manufacturers. The journey involves not just adoption, but continuous improvement and adjustment.
Top 5 Factors to Consider When Choosing Vision Systems in Manufacturing
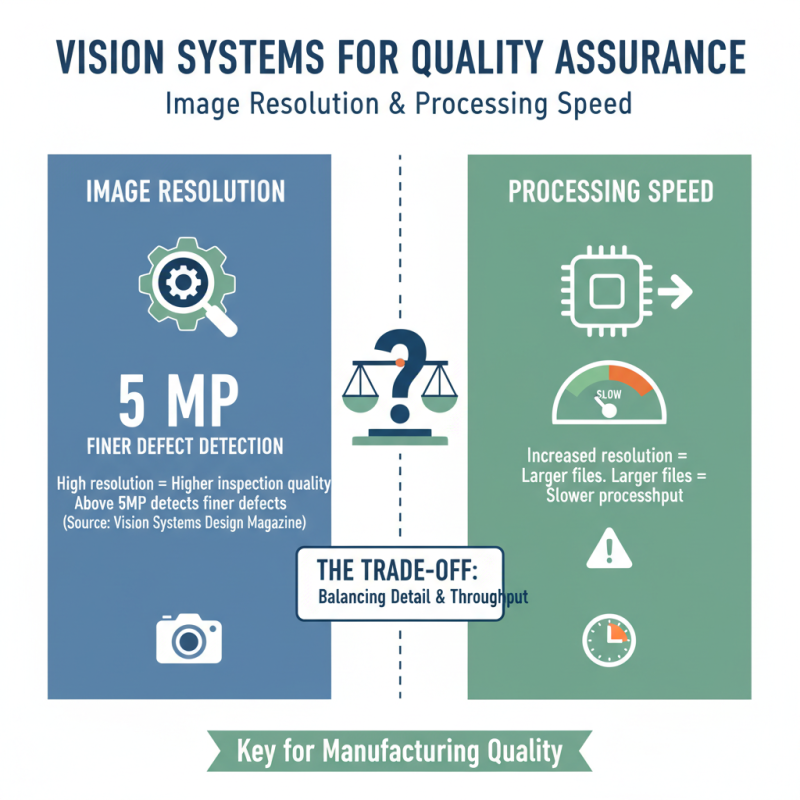
Evaluating Image Resolution and Processing Speed for Quality Assurance
When selecting vision systems for manufacturing, image resolution and processing speed are critical. High image resolution determines the quality of inspections. According to a recent report by the Vision Systems Design Magazine, systems with resolutions above 5 megapixels can detect finer defects. However, increased resolution often leads to larger image files. This raises potential challenges in processing speed.
Processing speed is equally vital. Systems need to analyze images swiftly to keep up with production lines. A study from the Association for Advancing Automation highlights that system delays can lead to a 15% drop in productivity. Balancing resolution and processing speed can be complex. Higher resolution may seem appealing, but it can create bottlenecks. Manufacturers must implement robust software capable of handling these files efficiently.
Real-world scenarios often reveal gaps in performance. Many facilities find their systems lagging during peak production. A compromise often emerges—higher resolutions paired with subpar processing speed undermined quality assurance efforts. As industries evolve, addressing these challenges becomes essential. Continuous testing and revising workflows help in finding that balance. Leveraging data analytics tools can further enhance system capabilities and inspection accuracy.
Integration of Artificial Intelligence in Manufacturing Vision Systems
Incorporating artificial intelligence into manufacturing vision systems is transforming the industry. AI enhances accuracy and efficiency. According to a recent report by MarketsandMarkets, the AI in manufacturing market is expected to reach $16.7 billion by 2026, growing at a CAGR of 49.5%. This growth underscores the significant impact AI can have on enhancing vision systems.
AI-powered vision systems can detect defects with greater precision. They analyze vast amounts of data in real time. For example, a system can process images from multiple angles, identifying flaws versus acceptable variations. This capability reduces waste and improves product quality. However, challenges remain. Integration with existing systems can be complex. Companies must ensure their workforce is trained to work alongside AI technology, which requires ongoing investment.
Adopting AI in vision systems requires strategic planning. Data security is also a major concern. Ensuring the integrity of sensitive information is vital. While AI can offer vast benefits, it is important to remain cautious. Establishing clear guidelines and protocols can help navigate potential pitfalls. Thus, balancing innovation with oversight is crucial for successful integration.
Assessing the Return on Investment (ROI) for Vision System Implementation
Understanding the return on investment (ROI) for vision system implementation is crucial. Companies often struggle to quantify the benefits. A clear analysis can lead to better decisions.
Start by measuring productivity gains. Vision systems can reduce defects and improve throughput. Capture data on error rates before implementation. Compare these figures after deployment. This will help visualize the impact clearly.
Consider maintenance costs as well. These systems need regular upkeep, which can eat into savings. Evaluate how often maintenance is required. Will the system require specialized training for staff? Factor these variables into your ROI assessment. Not every implementation will yield immediate benefits. Reflect on the long-term advantages versus initial expenses. Such an approach ensures a comprehensive understanding of ROI, ultimately guiding effective decisions in manufacturing.