Why Choose a Machine Vision System for Your Industrial Applications?
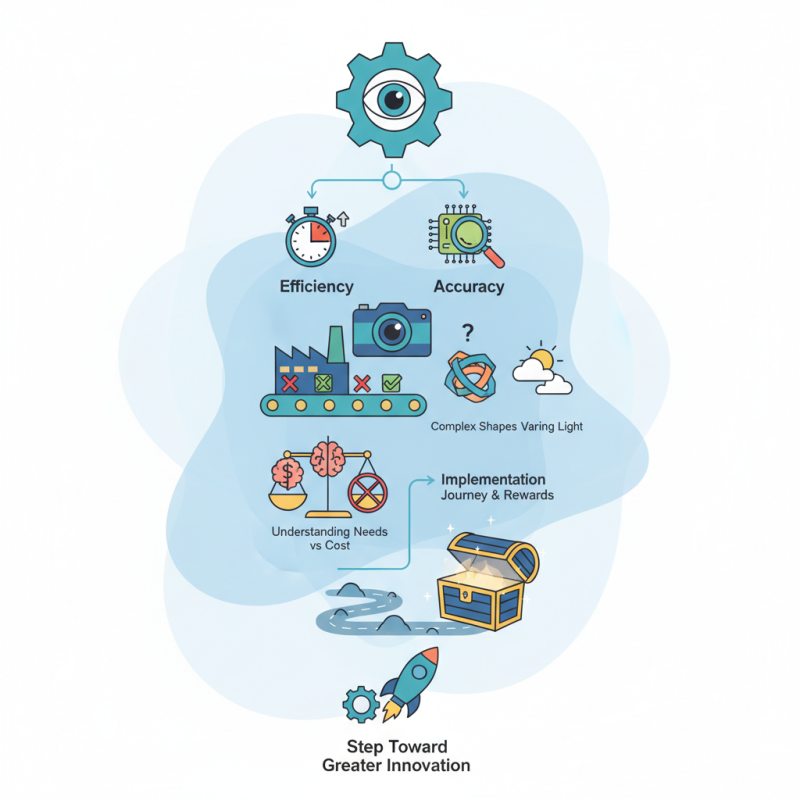
In the realm of industrial applications, the adoption of advanced technology is paramount. A machine vision system stands out as a transformative solution. According to Dr. Emily Chen, a leading expert in visual inspection technology, "A machine vision system can improve efficiency and accuracy like never before." Industries are increasingly recognizing this potential.
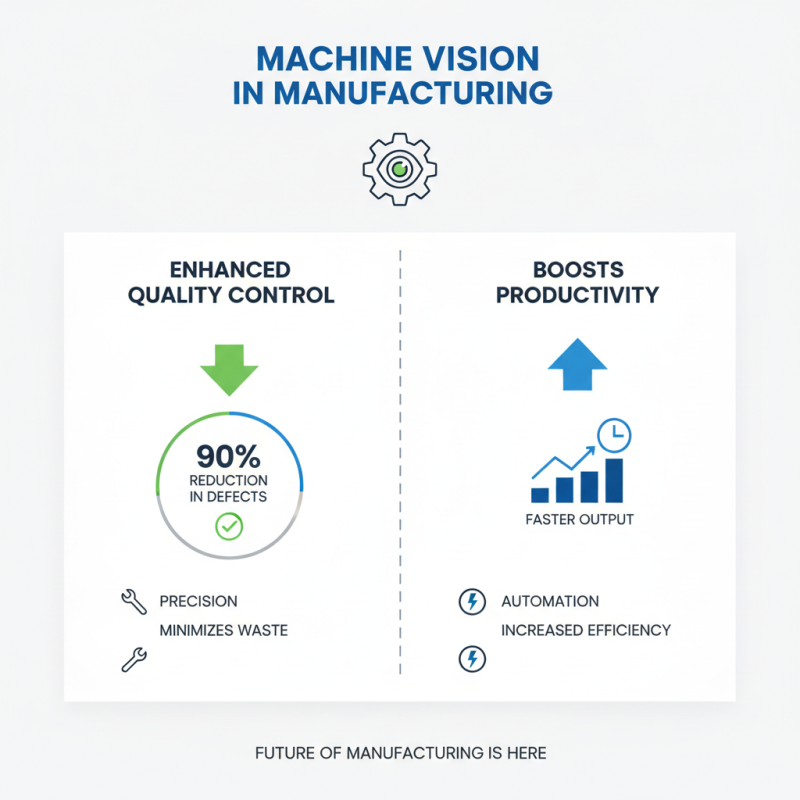
Factories are integrating machine vision systems to enhance quality control. These systems provide real-time analysis for products on production lines. They detect defects that human eyes might miss. However, challenges exist. Some machines may struggle with complex shapes or varying light conditions.
Choosing the right machine vision system is not simply a matter of cost. It requires understanding specific needs and limitations. Not every system suits all applications. The journey to implementation can be bumpy, but the rewards are substantial. Embracing this technology is a step toward greater innovation.
Understanding Machine Vision Systems in Industrial Settings
Machine vision systems are becoming integral in industrial environments. These systems use cameras and software to capture and analyze images. They can detect defects, measure parts, and guide robots, all with remarkable precision. This technology streamlines processes and increases efficiency. However, their implementation can be complex.
Understanding these systems involves recognizing their components. Cameras capture high-resolution images, while lighting is crucial for reducing shadows and glare. Image processing software interprets the data. Not all setups work flawlessly; some require adjustments to lighting or calibration. Each factory's environment is unique, presenting challenges.
Adopting machine vision is not merely a plug-and-play solution. It demands careful planning and integration. Training staff to interpret results is vital. Misinterpretations can lead to costly mistakes. While machine vision systems offer immense benefits, they also necessitate a commitment to continuous improvement and problem-solving. Embracing this technology involves anticipating hurdles and being willing to adapt.
Why Choose a Machine Vision System for Your Industrial Applications?
| Application Area | Benefits | Key Features | Common Use Cases |
|---|---|---|---|
| Quality Control | Increased accuracy, reduced defects | High-resolution imaging, real-time analysis | Inspecting components for flaws |
| Assembly Verification | Ensures correct assembly of parts | Pattern recognition, verification algorithms | Checking assembly in manufacturing lines |
| Barcode and Label Reading | Improved efficiency, reduced human error | Optical character recognition (OCR) | Reading barcodes on packaging |
| Robot Guidance | Enhanced precision, improved automation | 3D vision, object tracking | Guiding robots for pick and place tasks |
| Surface Inspection | Detects surface defects, enhances product quality | Lighting control, high-speed imaging | Checking for scratches or blemishes on products |
Related Posts
-

Exploring the Future of Machine Vision Technologies in 2025 Top Applications
-
The Ultimate Guide to Choosing the Right Solenoid Valve Distributors for Your Needs
-
Unlocking the Power of Air Solenoids: A Comprehensive Guide for Engineers and Developers
-

Unlocking the Magic of Pneumatic Solenoids: A Deep Dive into Their Applications and Innovations
-

Unlocking the Future: How Automation Solutions Are Transforming Everyday Life
-
Top 2025 Pneumatic Actuator Innovations for Enhanced Automation Solutions
